Descripción
El curvado templado, así como el termoendurecido, es un proceso rápido de curvatura que endurece el vidrio y agiliza la producción.
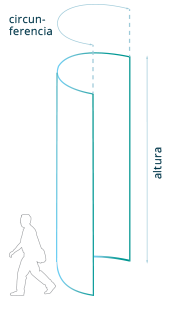
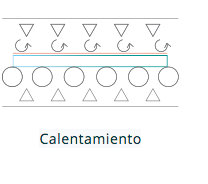
Con toda la manufactura necesaria en cada caso (canto pulido, taladros, taquillas, etc.) el vidrio entra plano en el horno para ser llevado hasta cerca de 600ºC, temperatura en la cual la base del horno se dobla para arriba curvando el vidrio de forma cilíndrica sin necesidad de usar ningun molde. Immediatamente después, el vidrio ya curvado es enfriado rápidamente, proceso conocido como templado. Se trata de una transformación estable de su estructura molecular, generando unas tensiones permanentes que incrementan la resistencia mecánica a la flexión, a la compresión y al impacto.
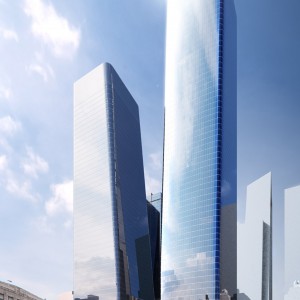
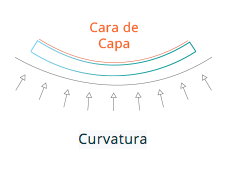
El curvado templado y el termoendurecido abre las puertas al uso de capas de altas prestaciones en TL, Factor Solar y transmitancia térmica ( Valor K de 1.0 W/m2-K en doble acristalamiento y 0.6 W/m2-K en triple acristalamiento). Las capas deben situarse en la cara cóncava del vidrio, a no ser que se esten usando capas duras. La tecnologia del templado se suele usar en grandes proyectos dónde hay geometrías cilíndricas y mucha repetición. Desafortunadamente, los hornos actuales no permiten hacer geometrias más complejas como "bastones", curvas en "U", doble curva, etc.
Datos generales
• Rápido proceso de curvado (aprox. 15min). La velocidad depende del espesor.
• El termoendurecido se fabrica en el mismo horno que el templado. La diferencia es un enfriamiento más lento.
• Se pueden usar la mayor parte de las capas que se puede templar en plano. Posición en cara cóncava a no ser que se esté usando capa dura. Viabilidad final dependerá de factores como el radio, grosor y proporción. Para preguntas específicas, contáctenos.
• En el laminado, se recomienda juntar lunas del mismo espesor (6+6mm, 8+8mm, …).
• No se aconseja usar butiral de color ya que puede mostrar inconsistencia de color.
• Se pueden usar láminas de alta seguridad.
• Anisotropia y distorsiones ópticas són inherentes al producto y se deben tener en cuenta.
• La tolerancia de curva se suele controlar mediante plantillas tipo "pasa/no-pasa". Estas son más grandes que el espesor total de la composición en la mitad de la luna más gruesa.
• Alta compresión de superficie (Templado >90MPa; Termoendurecido: 40-60MPa).
• Patrón de rotura en pequeñas partículas.
• Se pueden usar tanto Butiral como SentryGlas partiendo de 1.52mm de espesor.
DIMENSIÓN HORNO 1: 2440 X 4500 mm / 96” X 177”
DIMENSIÓN HORNO 2: 4200 X 3200 mm / 165” X 126”
DIMENSIÓN HORNO 3: 1500 X 3200 mm / 59” X 126”
(Para dimensiones más grandes, contáctenos)