Beschreibung
Gebogenes Vorspannen und Teilvorspannen sind schnelle Biegeprozesse, die das Härten des Glases und die Beschleunigung der Produktion unterstützen.
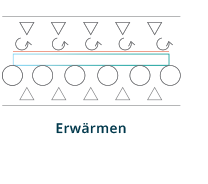
Nachdem alle Kantenarbeiten zuvor gemacht wurden (Kanten polieren, Löcher, Kerben usw.), gelangt die flache Glasscheibe in den Ofen, um auf etwa 600 °C erhitzt zu werden, wobei sich die Ofenrollen wölben und das Glas in einem einzigen Radius biegen, und zwar ohne eine Stahlform zu benötigen. Unmittelbar danach wird die bereits gebogene Geometrie abgeschreckt (schnelles Abkühlen). Dadurch verändert sich die molekulare Struktur des Materials, und auf den Glasoberflächen treten hohe Druckspannungen auf, die die Widerstandsfähigkeit gegenüber mechanischen, Druck- und Stoßbelastungen verbessern.
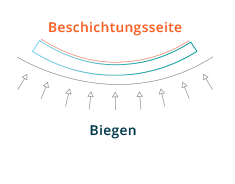
Das gebogene Vorspannen und Teilvorspannen öffnen die Tür für die Verwendung der leistungsstärksten Low-E-Beschichtungen und Beschichtungen mit hoher Selektivität, die normalerweise sehr transparent und mit gutem g-Wert und U-Wert (1,0 W/(m²K) in Isolierglas; 0,6 W/(m²K) in Dreifachverglasung) sind. Es ist zwingend erforderlich, dass sich Beschichtungen auf der konkaven Oberfläche des gebogenen Glases befinden, es sei denn, wir arbeiten mit harten Oberflächen. Diese Technologie wird häufig in großen Projekten mit zylindrischem Glas und vielen Wiederholungen verwendet. Bedauerlicherweise können derzeitige Anlassöfen in der Architektur nur einen einfachen Radius bilden. Daher sind keine J-Formen, U-Formen, Doppelbiegungen usw. möglich.
Allgemeine Informationen
• Schneller Biegeprozess (ca. 15 Minuten). Die Geschwindigkeit hängt von der Stärke ab.
• Die teilvorgespannte Scheibe wird im gleichen Ofen wie die Einscheibensicherheitsglasscheibe hergestellt. Der einzige Unterschied ist das langsamere Abschrecken.
• Alle Beschichtungen, die flach vorgespannt werden können, können spezifiziert werden. Die endgültige Machbarkeit hängt vom Radius, der Stärke und dem Seitenverhältnis ab. Der Siebdruck kann auf jeder Oberfläche gebogen werden, auf einer konkaven Seite funktioniert es jedoch besser. Falls Sie diesbezüglich weitere Informationen erhalten möchten, kontaktieren Sie uns bitte.
• Wenn das Glas laminiert ist, sollten die Stärken in etwas gleich sein (6+6 mm, 8+8 mm etc.).
• Farbige Zwischenschichten sind nicht ratsam, da ein gesprenkelter Effekt auftreten kann.
• Hochsicherheitszwischenschichten können verwendet werden.
• Anisotropie und Rollerwaves-Verzerrungen müssen berücksichtigt werden, da sie dem Prozess innewohnen.
• Die Biegungstoleranz wird mit einem Durchgangs-/Nulldurchgangsmessgerät kontrolliert, das in der Hälfte der Stärke der stärksten Glaslage der Zusammensetzung größer ist.
• Hohe Nachbiegespannungen (vorgespannt >90 MPa; teilvorgespannt 40-60 MPa).
• Der Bruch tritt in kleinen Teilen auf, die Würfel mit nichtschneidenden Kanten genannt werden.
• PVB und SentryGlas können verwendet werden, normalerweise 1,52 mm stark oder stärker.
ABMESSUNGEN OFEN 1: 2440 X 4500 mm / 96” X 177”
ABMESSUNGEN OFEN 2: 4200 X 3200 mm / 165” X 126”
ABMESSUNGEN OFEN 3: 1500 X 3200 mm / 59” X 126”
(Kontaktieren Sie uns bitte bezüglich größerer Abmessungen)